Kataforeza je postupak pri kojem se na temelju delovanja magnetskog polja boje metali. Postupak se svodi na prisustvo pozitivno i negativno nabijenih čestica. Bojenje se obavlja u tečnosti boja i lakova, pri čemu je voda nabijena suprotno od pigmenata. Delovanjem električnog polja, boja se nanosi na metalne delove gde se čestice usmeravaju prema predmetu bojenja, a voda odlazi u suprotnom smeru. Za ovakav način bojenja metala vrlo je bitna temperatura, tako svaki deo ovog procesa ima različita temperaturna svojstva. Ovaj postupak bojenja vrlo je sličan galvanskom uređaju, ali za razliku od galvanskog uređaja, koristi veći napon.
Tehnički podaci
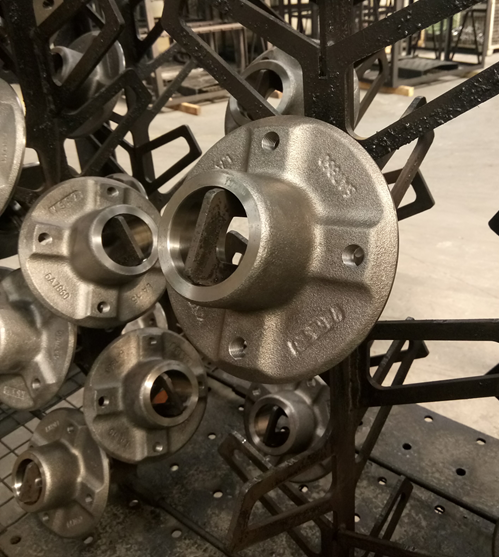
Materijal radnog predmeta: Čelik
Stanje površine predmeta: Masna, uljasta, prašnjava
Maksimalna nosivost krana: 500kg
Maksimalna dimenzija nosača: d 1500mm, š 600 mm, v 1300mm
Površina koja se može istovremeno zaštititi: 10m2
Vreme jednog takta: ~ 12min
Broj taktova: 5 / čas
Broj radnih predmeta na jednom nosaču: 126 kom glavčina, 58 kom Z ramena
Količina koja se može ofarbati: 2500 t / god.
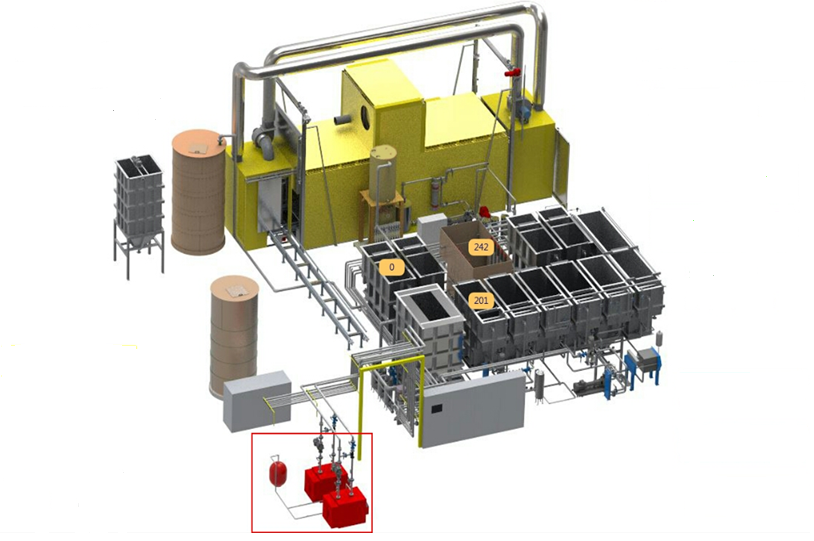
Tehnološki postupak kataforeze obuhvata 5 faza:
1. Priprema materijala i kačenje materijala na nosače (korpe)
2. Hemijski tretman, priprema površine za kataforezu
3. Kataforeza
4. Pečenje
5. Skidanje materijala
Nadzor nad materijalom posle pripreme-kačenja do skidanja vrši računar, koji brine za poštovanje svih parametara procesa, koja je tehnologija propisala
1. Priprema materijala
Glavčine ne zahtevaju predhodnu pripremu, oni se direktno postavljaju na nosače
Z i L ramena se pre zaštite sačmare. Sačmarenje se vrši radi uklanjanja nastale šljake tokom varenja, uklanjanje postojeće korozije na materijalu...
Tokom kačenja treba voditi računa o položajima otvora (da bi sav vazduh mogao izaći, u suprotnom na mestima gde ostaje vazduh materijal ostaje neofarban), takođe treba voditi računa o nagibu (važan je jer se time sprečava prenos hemikalija iz jedne kade u drugu).
Pripremljeni materijal zatim ide na površinsku zaštitu
2. Hemijski tretman
Proces se sastoji iz 5 etapa:
1. Odmašćivanje – koji se sastoji od dve faze:
1) Odmašćivanje prskanjem – vrši se mehaničko otklanjanje nečistoća sa površine
2) Odmašćivanje potapanjem – vrši se hemijsko otklanjanje nečistoća
Koristi se alkalni odmašćivač, koji se meša sa vodom u određenom odnosu, na povišenoj temperaturi od 60 'C.
2. Ispiranje sa industrijskom vodom – koji se sastoji iz dve faze.
Ispiranje se vrši radi sprečavanja prenosa hemikalije, tj. odmašćivača u sledeću fazu.
3. Aktivacija – sredstvo za finu aktivaciju površina pred cink – fosfatiranje
4. Fosfatiranje– građenje kristalne rešetke
Sredstvo za cink-fosfatiranje, bez nikla, na povišenoj temperaturi od 40 'C.
Nakon fosfatiranja komad ima sitno zrnasto, tamno sivu prevlaku.
5. Ispiranje – koji se sastoji iz tri faze:
1) Ispiranje sa industrijskom vodom
2) Ispiranje sa demineralizovanom vodom do ~ 30 μs
3) Ispiranje sa demineralizovanom vodom do ~ 10 μs
Ispiranje se vrši da se spreči prenos cink-fosfata u KTL farbu
3. Kataforeza
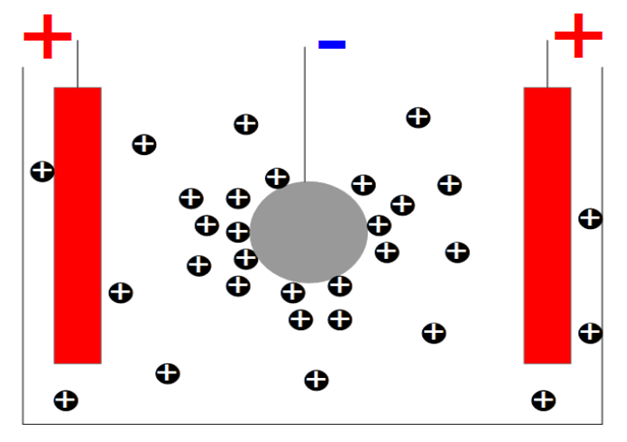
Kataforeza je postupak pri kojem se na temelju delovanja magnetskog polja boje metali. Postupak se svodi na prisustvo pozitivno i negativno nabijenih čestica. Bojenje se obavlja u tečnosti boja i lakova, pri čemu je voda nabijena suprotno od pigmenata.
Delovanjem električnog polja, boja se nanosi na metalne delove gde se čestice usmeravaju prema predmetu bojenja, a voda odlazi u suprotnom smeru.
Za ovakavnačin bojenja metala vrlo je bitna temperatura, tako svaki deo ovog procesa ima različita temperaturna svojstva. Ovaj postupak bojenja vrlo je sličan galvanskom uređaju, ali za razliku od galvanskog uređaja, koristi veći napon.
Proces bojenja ostvaruje se tako što se pozitivno naelektrisane čestice boje, koje naelektrisanje dobijaju sa anode (anode su spojeni za pozitivan pol ispravljača i uronjeni su u kadu sa bojom) privlače ka negativno naelektrisanoj površini proizvoda – katoda (katoda je preko nosača spojen za negativan pol istog ispravljača).
Kada sa bojom je električno izolovana (PVC kada) i posebno uzemljena.
U procesu kataforeze elektrolit (farba) zagreva se zbog protoka struje.
Da bi se održavali radni uslovi kupatila od 29 – 31 OC, boja cirkuliše kroz toplotni izmenjivač u kojem se rashlađuje na zadatu radnu temperaturu.
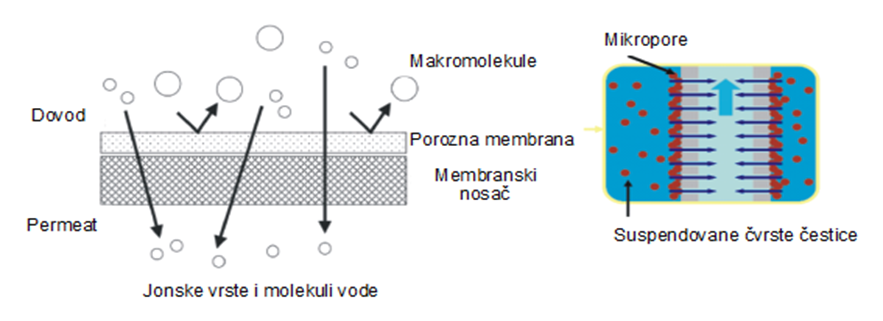
Višak sirćetne kiseline i butil glikola iz kupatila treba konstantno izdvajati. To izdvajanje se vrši pomoću jedinice za dijalizu (ultrafiltracija).
Nakon kataforeze vrši se ispiranje u dve faze sa ultrafiltratom, da bi se odstranio višak boje.
U cilju smanjenja utroška boje, kade sa ultrafilrtatima su kaskadno povezani zajedno sa KTL kadom.
4. Pečenje
Nakon završenog procesa kataforeze, materijal se prenosi pomoću transportne trake do peći
U peći na temperaturi od 180 OC se vrši pečenje farbe, koja traje 60 minuta.
5. Skidanje materijala i pakovanje
Kontrola
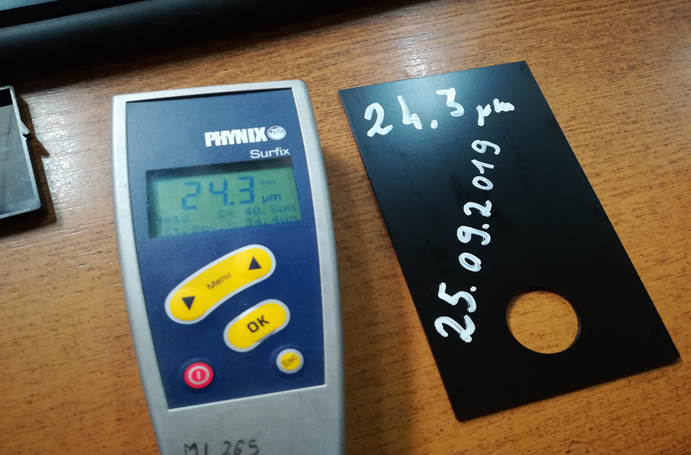
Boja odgovara Ral 9005
Debljina sloja iznosi ~25 μm (± 5)
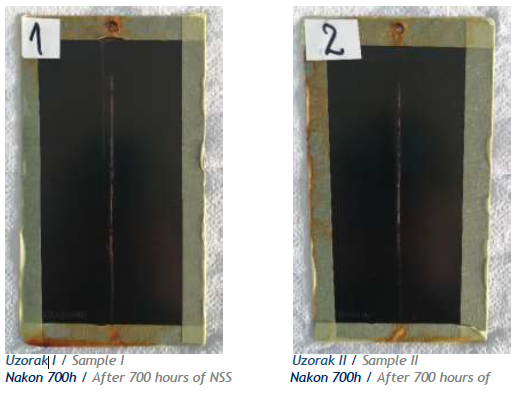
Slana komora – Test NSS EN ISO 9227
Bez razvoja korozije, nakon 700 h tretiranja u slanoj komori.
Prečišćavanje otpadnih voda
Linija poseduje sopstvenu stanicu za prečišćavanje otpadnih voda.
Hemijskim postupkom se otpadne vode pomoću HCl, FeCl3, krečnog mleka i flokulanta prečišćavaju i filtruju, tako da na KTL liniji nema tehnoloških otpadnih voda.
Voda koja se ispušta odgovara propisanim zahtevima i nije opasna po životnu sredinu.